









钢丝网骨架塑料合管与焊接钢骨架塑料复合管生产工艺不一样
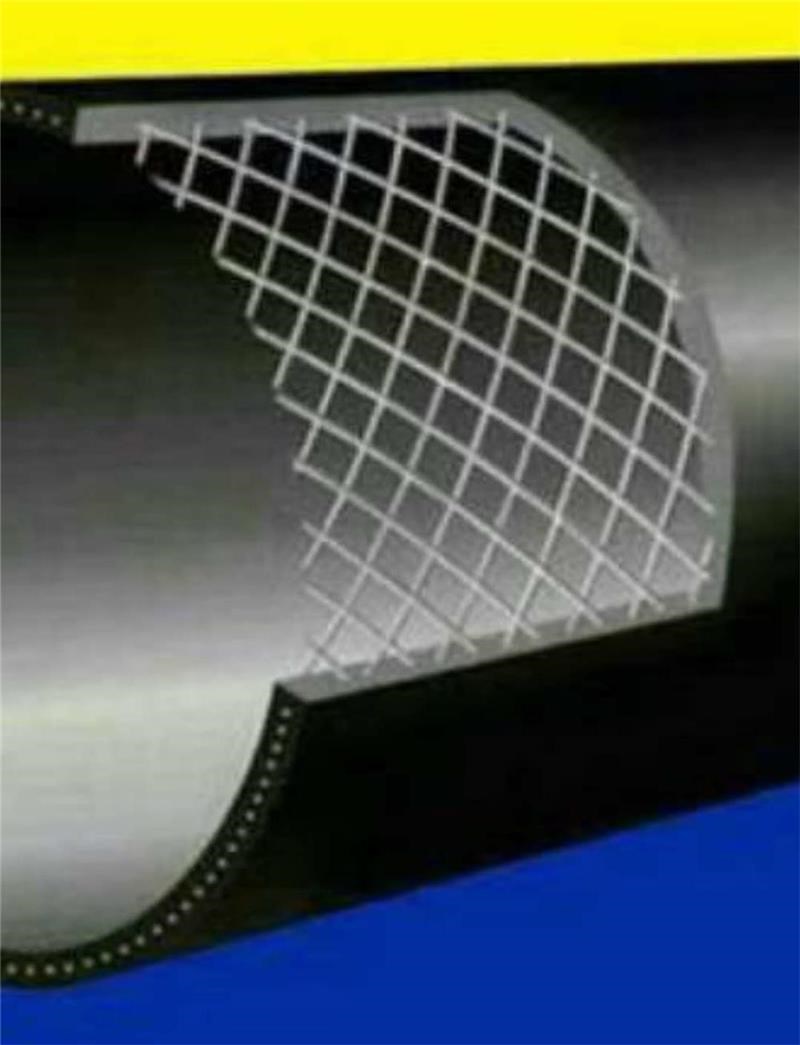
1.复合结构。焊接钢骨架塑料复合管,以普通碳钢钢丝为基材,钢丝虽然较粗,但抗拉强度只有400Mpa,钢丝网骨架pe管,工艺复杂,产品质量波动性较大。钢丝网骨架塑料(复合管,以高强应钢丝(1950Mpa以上)为基材,采取二次复合的方式,钢丝呈54.7度斜向缠绕在管材上,使得管材在受到内压时可向轴向和环向均匀分散受力,在确定钢丝直径和密度时采用了较高的安全系数。
2.端面窜水。焊接钢骨架塑料复合管,由于PE材质的管材与钢板之间必然存在的间隙,截断管材时,其端面虽有封口,但使用电熔管件加热时封口易脱落。安装后会发生介质窜入钢板与塑料之间的缝隙,导致整个管路系统的承压能力下降。致使管材在低压力便被破坏,造成管道失效。
第二:钢丝网骨架塑料合管与焊接钢骨架塑料复合管产品标准不一样。钢丝网骨架塑料复合管执行CJ/T189-2008 ,钢骨架复合管执行标准为CJ/T123-2004;
第三:钢骨架复合管可以架空,钢丝网复合管不能架空。
焊机应具有欠压、过压、欠流、过流等自我保护功能,在出现任何故障时,应能自动报警。
焊机应具备自动条码扫描功能,并优先采用管件贴的条码进行扫描焊接,避免人为输入失误造成焊接失败。
焊机导线、插头等金属件是否存在部位,避免人身安全隐患。
电源选择
优先选择固定式电源,采用两相电时,电源电压宜在180V-240V之间,不同焊机厂家有不同要求。
若需采用发电机电源时,发电机功率应>2倍焊机功率。
电源线长度宜≤20米,线粗应≥3平方。

01.焊 接 注 意 事 项
使用过程中如需切割,则必须使用PE热熔胶枪对端口进行防渗密封处理。通电前应校直接头处的轴线,使其与管道在同一轴线上。通电前还应检查导线连接是否正确,导线截面积和电容量是否符合电熔焊机的有关要求。在熔接及冷却过程中,不得移动、转动接头的部位及两侧的管道。焊接前应检查管件接头的铜件是否干净,保证无污渍。焊接过程中若有冒烟喷料现象应立即关闭电源。当天装配好的管材件未焊接的,晚上必须做好防护措施,防止夜间下雨(露水)浸入管材件,特别注意施工人员在下雨天禁止施工操作。




 在线客服
在线客服 18986201886(微信同号)/15327159409(微信同号)
18986201886(微信同号)/15327159409(微信同号) 2088360491@qq.com
2088360491@qq.com


